 English
English 中文简体
中文简体 русский
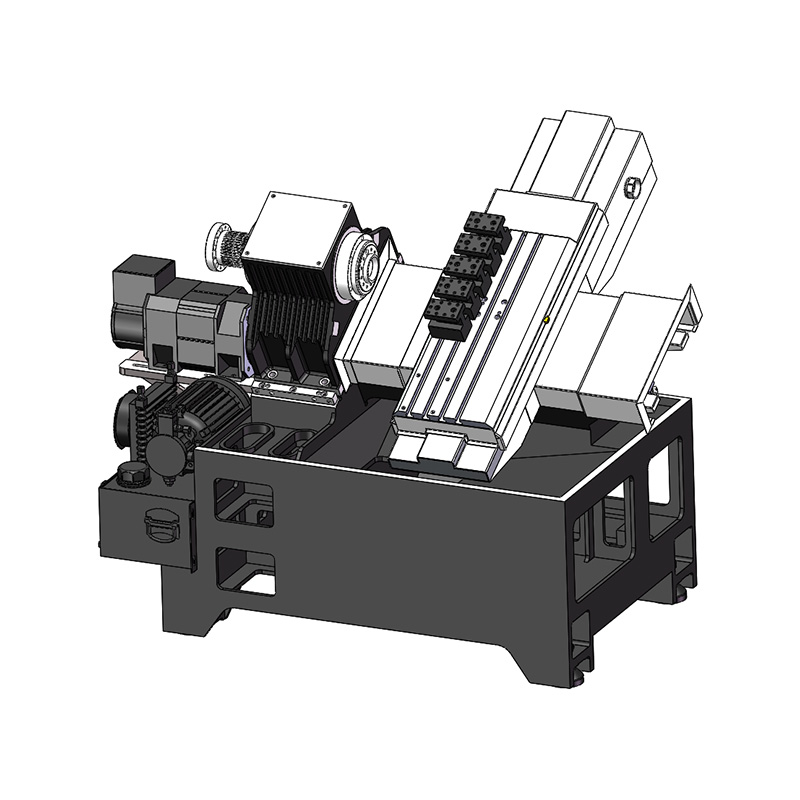
русскийЦена нового токарного станка с ЧПУ CX50
Токарно-полигональный станок с ЧПУ
Вы ищете машину, которая сочетает в себе возможности токарного станка с ЧПУ и квадратного токана? Не смотри дальше! Представляем новую машину для тока...
Смотрите детали
Прецизионная обработка часто фокусируется на качестве шпинделя, состоянии инструмента и стратегии программирования. Менее заметный фактор находится внутри самой системы движения: производительность линейных направляющих. А Линейный направляющий станок с ЧПУ зависит от направляющих, настроек предварительной нагрузки, стабильности смазки и жесткости конструкции для поддержания повторяемости движения. Как только состояние любого из этих элементов выходит из идеального состояния, могут возникнуть ошибки обработки без явных предупреждающих знаков.
Отраслевые исследования и полевые отчеты показывают, что неисправности передачи осей, износ направляющих и нестабильность трения являются одними из основных причин, по которым системы с ЧПУ со временем теряют точность, даже если системы управления по-прежнему сообщают о правильной обратной связи по позиционированию. В результате возникает незначительное отклонение, которое не сразу вызывает тревогу, но постепенно влияет на качество поверхности и постоянство размеров.

Системы линейных направляющих основаны на плавном контакте качения или скольжения. Износ, загрязнение или недостаточная смазка приводят к неравномерному трению, известному как прерывистое поведение.
Это состояние вызывает:
Поверхностные симптомы часто включают слабые полосы или неровные следы инструмента, которые появляются даже после замены инструмента. Поскольку контроллеры ЧПУ предполагают идеальное движение, эти отклонения остаются «невидимыми» до тех пор, пока деталь не будет проверена.
Прерывистое скольжение становится более заметным при низких скоростях подачи, особенно во время чистовых операций, где плавность движения имеет решающее значение.
Линейные направляющие собираются с предварительным натягом для устранения зазора и повышения жесткости. Однако неравномерное распределение предварительной нагрузки может создать неожиданные характеристики движения.
Общие последствия:
Обрабатывающий центр по-прежнему может достигать правильного абсолютного позиционирования, но не может неоднократно возвращаться в идентичные микроместа. Это несоответствие часто проявляется как несоответствующее качество поверхности одинаковых деталей.
Недавний технический анализ обрабатывающих центров с ЧПУ показывает, что ухудшение повторяемости тесно связано со стабильностью системы передачи и пределами компенсации люфта. .
Износ линейных направляющих происходит неравномерно. В контактных зонах в течение длительных производственных циклов возникает локальная полировка, точечная коррозия или микродеформация.
Эффекты включают в себя:
При обработке по длинной оси это может проявляться в виде погрешностей конусности или волнистости поверхности, которая меняется в зависимости от положения инструмента на столе. Операторы часто ошибочно интерпретируют это как проблемы с инструментами или CАM, хотя основной причиной остается механическая деградация внутри системы направляющих.
Когда износ достигает определенного уровня, даже таблицы компенсации в контроллерах ЧПУ не могут полностью исправить возникающее искажение геометрии.
Системы линейных направляющих также действуют как пути передачи вибрации. Силы резания, дисбаланс шпинделя или внешние воздействия окружающей среды могут распространяться через корпус станка.
Типичные источники вибрации:
Как только вибрация попадает в систему направляющих, она может усилиться до вибраций на поверхности заготовки. Исследования стабильности обработки показывают, что резонанс между частотой резания и собственной частотой конструкции является основным фактором образования ряби на поверхности.
Это объясняет, почему одинаковые программы могут обеспечивать разное качество поверхности в зависимости от загрузки машины или времени суток.
Направляющие требуют стабильной толщины смазочной пленки. Изменения в подаче масла или загрязнении изменяют условия контакта между телами качения и дорожками качения.
Наблюдаемые эффекты обработки:
Даже небольшие несоответствия давления смазки могут изменить поведение трения от плавного качения к частичному скольжению, что приводит к непредсказуемым изменениям движения.
Со временем это приводит к неравномерной толщине стружки во время чистовой обработки, особенно при обработке алюминия и нержавеющей стали.
Современные системы управления с ЧПУ часто компенсируют незначительные механические проблемы посредством настройки сервопривода и обратной связи с энкодером. Однако компенсация имеет пределы.
Машина все еще может:
Из-за этого несоответствия скрытые ошибки обработки трудно диагностировать. При диагностике система «выглядит правильно», тогда как физическое качество движения ухудшается под действием реальных сил резания.
При развитии динамической нестабильности увеличение скорости подачи или изменение геометрии инструмента может временно замаскировать симптомы, но не устранить основную причину.
Системы линейных направляющих не испытывают равномерную нагрузку по всему ходу. Определенные зоны движения подвергаются более тяжелым структурным нагрузкам из-за:
Это приводит к вариациям обработки в зависимости от местоположения. Детали, обработанные на одной стороне стола, могут иметь другое качество поверхности по сравнению с деталями, обработанными в центре.
Такое изменение часто интерпретируется как несогласованность программирования, хотя оно возникает из-за изменения механической жесткости вдоль направляющей.
A Линейный направляющий станок с ЧПУ может поддерживать хорошую номинальную точность, сохраняя при этом скрытые ошибки обработки. Эти ошибки обычно возникают из-за:
Основная проблема заключается в том, что эти проблемы не всегда проявляются при базовых проверках калибровки. Они возникают только в реальных условиях резания, особенно при чистовой обработке, где динамическая стабильность становится критически важной.


Вы ищете машину, которая сочетает в себе возможности токарного станка с ЧПУ и квадратного токана? Не смотри дальше! Представляем новую машину для тока...
Смотрите детали
CF32 Гидравлический токарный станок с ЧПУ для обработки полигонов предназначен для фрезерования малых и средних высокоразмерных деталей, которые могут...
Смотрите детали
CF40 Автоматический токарный станок с ЧПУ для обработки полигонов специально предназначен для малого и среднего, высокопроизводительного фрезерования,...
Смотрите детали
JX35P Токарный станок с ЧПУ и линейными направляющими Hiwin повышенной точности является надежным и надежным решением для различных применений обработ...
Смотрите детали
Высокоскоростная точная точность JX40-400. Благодаря возможности выполнять несколько задач, таких как поворот, фрезерование, резьба и канавка в одной ...
Смотрите детали
Представляем список ЧПУ-станков серии JX50D от производителя китайских станок с ЧПУ. Наши машины оснащены серво -гидравлической башней с компактным и ...
Смотрите детали
Будучи поставщиком оборудования для доверенного машинного инструмента в Китае, мы расставляем приоритеты удовлетворенности клиентов и стремимся предос...
Смотрите детали
Двухголовый ЧПУ-станок серии JX125 это передовый станок, в котором используется центральный шпиндель, две оси Z, две оси X и двунаправленное движение ...
Смотрите деталиТел: +86-576-87491531
Факс: +86-576-87493038
ЭЛЕКТРОННАЯ ПОЧТА : chinajuxing@aliyun.com
АДРЕС: Промышленная зона Лонгкси, Город Юхуан, город Тайчжоу, провинция Чжэцзян, Китай
Авторское правоTaizhou Yestar Intelligent Equipment Co., Ltd. Все права защищены.

