 English
English 中文简体
中文简体 русский
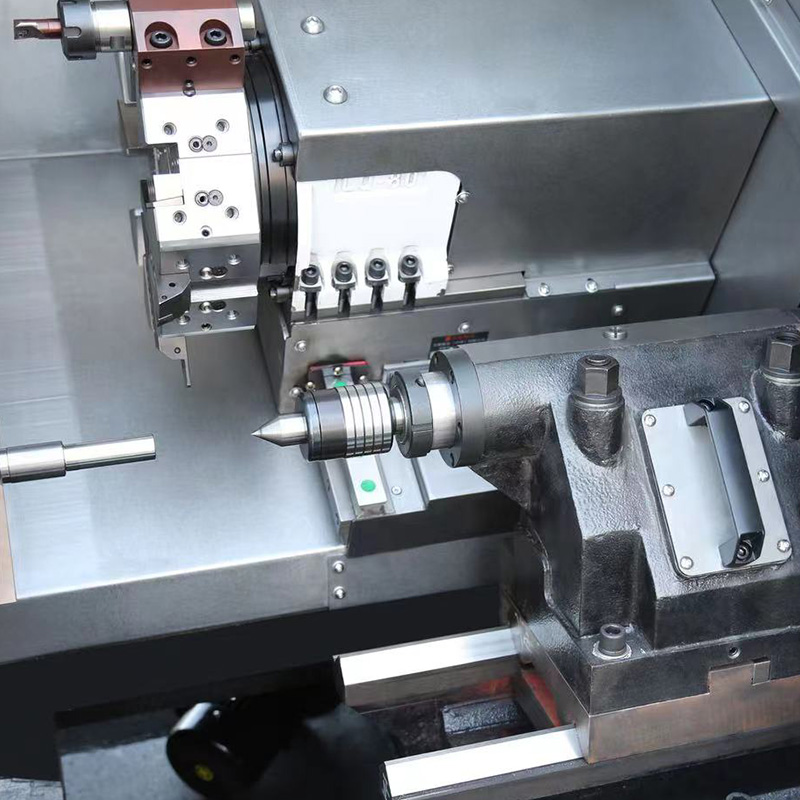
русскийЦена нового токарного станка с ЧПУ CX50
Токарно-полигональный станок с ЧПУ
Вы ищете машину, которая сочетает в себе возможности токарного станка с ЧПУ и квадратного токана? Не смотри дальше! Представляем новую машину для тока...
Смотрите детали
Резку с ЧПУ часто выбирают для чистовой обработки из-за ее простоты и способности создавать широкие непрерывные проходы. Несмотря на это преимущество, неровности поверхности все равно могут появиться, особенно на более крупных заготовках или установках с предельной жесткостью. Проблема обычно не возникает из-за одного фактора; вместо этого во время резки взаимодействуют несколько механических и технологических воздействий.
А Станок для резки мух с ЧПУ основан на одноточечном резании, что означает, что каждый оборот обеспечивает прерывистое зацепление, а не непрерывное удаление стружки. Эта пульсирующая сила резания может выявить недостатки в выравнивании настройки, стабильности шпинделя или геометрии инструмента. Исследования и практика обработки показывают, что проблемы с качеством поверхности часто возникают из-за вибрации, износа инструмента и непостоянной нагрузки при резании, а не только из-за геометрии.
Летучие фрезы не режут так, как многозубые концевые фрезы. Каждое вращение производит цикл:
Этот повторяющийся цикл силы может оставлять на поверхности дугообразные узоры. На станках с меньшей демпфирующей способностью или большим радиусом действия инструмента эти закономерности становятся более заметными.
Даже небольшой дисбаланс шпинделя или эксцентриситет державки инструмента могут усилить этот эффект, создавая неровные «волны» вместо плоской поверхности.
Типичные симптомы включают в себя:
Картина становится более выраженной по мере увеличения подачи на оборот или увеличения диаметра инструмента.
А fly cutter uses a single cutting insert or toolbit, so geometry matters more than in multi-tooth cutters.
Ключевые параметры, влияющие на отделку:
Даже небольшое отклонение высоты инструмента от центральной линии шпинделя может изменить баланс резания. Слегка низкая режущая кромка может агрессивно копать на одной стороне вращения и скользить на противоположной стороне, создавая неровную текстуру поверхности.
Обсуждения механической обработки на Reddit часто подчеркивают именно это поведение: небольшое смещение приводит к видимой «шероховатости обратной стороны» из-за неравномерного зацепления при вращении.
А Линейный направляющий станок с ЧПУ или коленная фреза с увеличенным вылетом по-разному реагирует на нагрузки резания. Поскольку на инструмент действует переменная сила, а не постоянная нагрузка, риск вибрации увеличивается.
Общие факторы, связанные с жесткостью:
Даже небольшие колебания могут отпечататься на конечной поверхности в виде повторяющихся неровных полос.
На более тяжелых промышленных платформах с ЧПУ демпфирование сильнее, поэтому тот же летучий резак может обеспечить заметно более гладкую поверхность.
Текстура поверхности также зависит от расстояния между траекториями инструмента. Резка на лету дает перекрывающиеся круговые дорожки. Расстояние между этими дугами определяет видимую высоту гребешка.
А simplified relationship:
Операторы иногда полагают, что скорость шпинделя является основным фактором, но подача на оборот часто доминирует над видимым качеством отделки.
Стратегия удаления материала также имеет значение. Тяжелый одиночный проход усиливает неровности, тогда как легкий чистовой проход стабилизирует однородность поверхности.
Износ инструмента не обязательно должен быть сильным, чтобы повлиять на качество поверхности. Даже микростружки на одноточечной фрезе могут изменить способ резки материала.
Наблюдаемые эффекты износа включают в себя:
А worn fly cutter behaves inconsistently because every rotation relies on the same cutting edge. There is no redundancy like multi-flute tools provide.
Не все неровные поверхности возникают из-за машины. Материальный ответ играет важную роль:
Внутреннее напряжение может вызвать незначительные изменения формы во время обработки. После удаления верхнего слоя перераспределение остаточных напряжений может слегка исказить поверхность, из-за чего она будет выглядеть неравномерной, даже если движение инструмента было стабильным.
Этот эффект более заметен на длинных, тонких или предварительно обработанных заготовках.
Даже небольшое угловое отклонение между осью шпинделя и поверхностью стола приводит к неравномерной глубине резания по всему ходу.
А misaligned spindle produces:
Эту проблему часто неправильно диагностируют как качество инструмента или ошибку подачи, тогда как фактическая основная причина кроется в геометрии настройки станка.
Регулярные проверки откатывания с помощью циферблатных индикаторов необходимы для обеспечения стабильной резки на лету.
Неровная обработка поверхности в результате резки на лету обычно возникает из-за комбинации:
А Станок для резки мух с ЧПУ очень эффективен для чистовой обработки больших поверхностей, но при этом он более четко выявляет механические дефекты, чем стандартные фрезерные инструменты.



Вы ищете машину, которая сочетает в себе возможности токарного станка с ЧПУ и квадратного токана? Не смотри дальше! Представляем новую машину для тока...
Смотрите детали
CF32 Гидравлический токарный станок с ЧПУ для обработки полигонов предназначен для фрезерования малых и средних высокоразмерных деталей, которые могут...
Смотрите детали
Отличительной особенностью недорогого токарного станка с ЧПУ HX30 с прутковым питателем является его эффективная и надежная система подачи заготовок. ...
Смотрите детали
JX32-300 Миниатюрный экономичный токарный станок с ЧПУ предназначен для обеспечения высокой точности и эффективной обработки для широкого ассортимента...
Смотрите детали
JX35P Токарный станок с ЧПУ и линейными направляющими Hiwin повышенной точности является надежным и надежным решением для различных применений обработ...
Смотрите детали
Представляем токарный станок с ЧПУ JX36P от надежного китайского производителя – высокоточное и производительное оборудование для точной обработки. Бл...
Смотрите детали
В заключение, токарный станок с ЧПУ серии JX52Y с компьютерной системой управления представляет собой высокотехнологичное и эффективное оборудование, ...
Смотрите детали
Токарный станок с ЧПУ для сжигания JX52D специально предназначен для токарного станка с точностью и эффективностью. Он оснащен расширенными функциями,...
Смотрите деталиТел: +86-576-87491531
Факс: +86-576-87493038
ЭЛЕКТРОННАЯ ПОЧТА : chinajuxing@aliyun.com
АДРЕС: Промышленная зона Лонгкси, Город Юхуан, город Тайчжоу, провинция Чжэцзян, Китай
Авторское правоTaizhou Yestar Intelligent Equipment Co., Ltd. Все права защищены.

